
継手の種類
ATTコラムの杭接続には、2種類の機械式継手(AKジョイント、NCCジョイント)と溶接継手が適用できます。機械式継手は接続作業に特殊な技能は不要であり、風や気温等の気象条件に左右されず、スピーディーな杭接続を実現します。また、火気厳禁の現場でも力を発揮します。溶接継手は、JIS Z 3841「半自動溶接技術検定における試験方法及び判断基準」に定められた試験に合格した技能者が確実な溶接作業を行います。
ATTコラムの3種類の杭接続方法


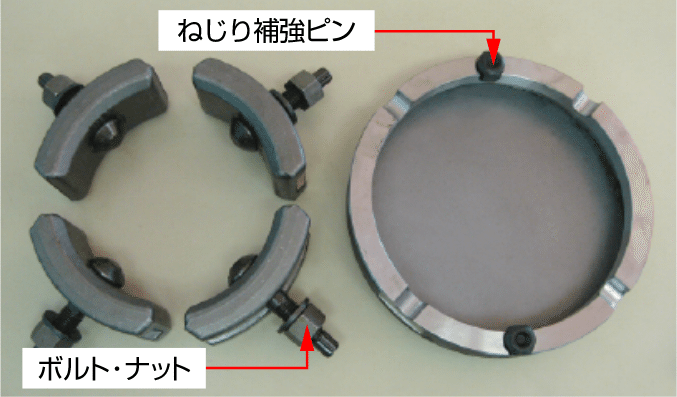
AKジョイント(一般財団法人 日本建築センター 評定書 BCJ評定-FD0509-04)
コンクリート杭のTPジョイントの技術を回転鋼管杭用に応用し、ねじり性能を高めた新しい無溶接継手です。特に、大径で威力を発揮します。
AKジョイントの接続工程と管理のポイント
一時締め、二次締めとも、トルクレンチで所定の締め付けトルクを確認することで、杭同士をしっかりと接続します。
1.下杭埋設

2.継手部の清掃

3.ガイドリングのセット

4.上杭(中杭)の建て込み

5.杭の接続

6.杭の鉛直度の確認

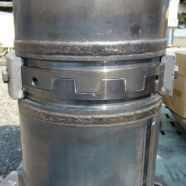
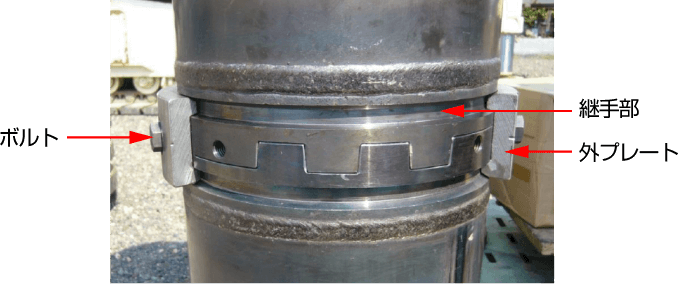
7.外プレートの取付け

8.ボルトの一次締め

9.マーキング

10.マーキング完了

11.ボルトの本締め

12.外観検査

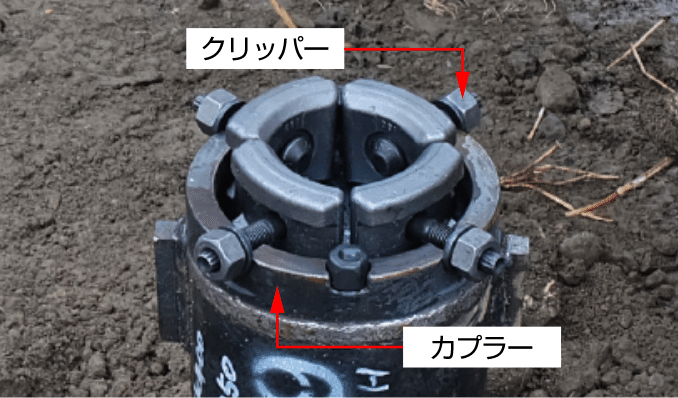
NCCジョイント(一般財団法人 日本建築センター 評定書 BCJ評定-FD0045-10)
一定の管理のもとに工場生産された
①カプラー、②クリッパー、③締結ボルトセットの主要部品から構成されています。
接続作業に特殊な技能は不要であり、風、気温等の施工時の気象条件の影響を受けにくいのが特徴です。
杭径φ267.4の場合
※分割数は杭径によって異なります。
杭径φ190.7の場合
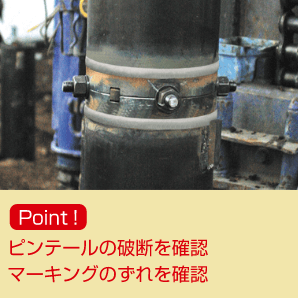
NCCジョイントの接続工程と管理のポイント
一次締めでのトルクの確認、本締めではピンテールの破断、マーキングのずれを確認するのが、管理のポイントです。
1.下杭埋設

2.クリッパー·ボルト·ビンの設置

3.上杭の建て込み

4.一次締め

5.マーキング

6.本締め

7.外観検査
AKジョイント、NCCジョイントと杭の組合わせ一覧
対応可能な杭の組合わせは下図の通りとなります。(腐食しろ1mmの場合)
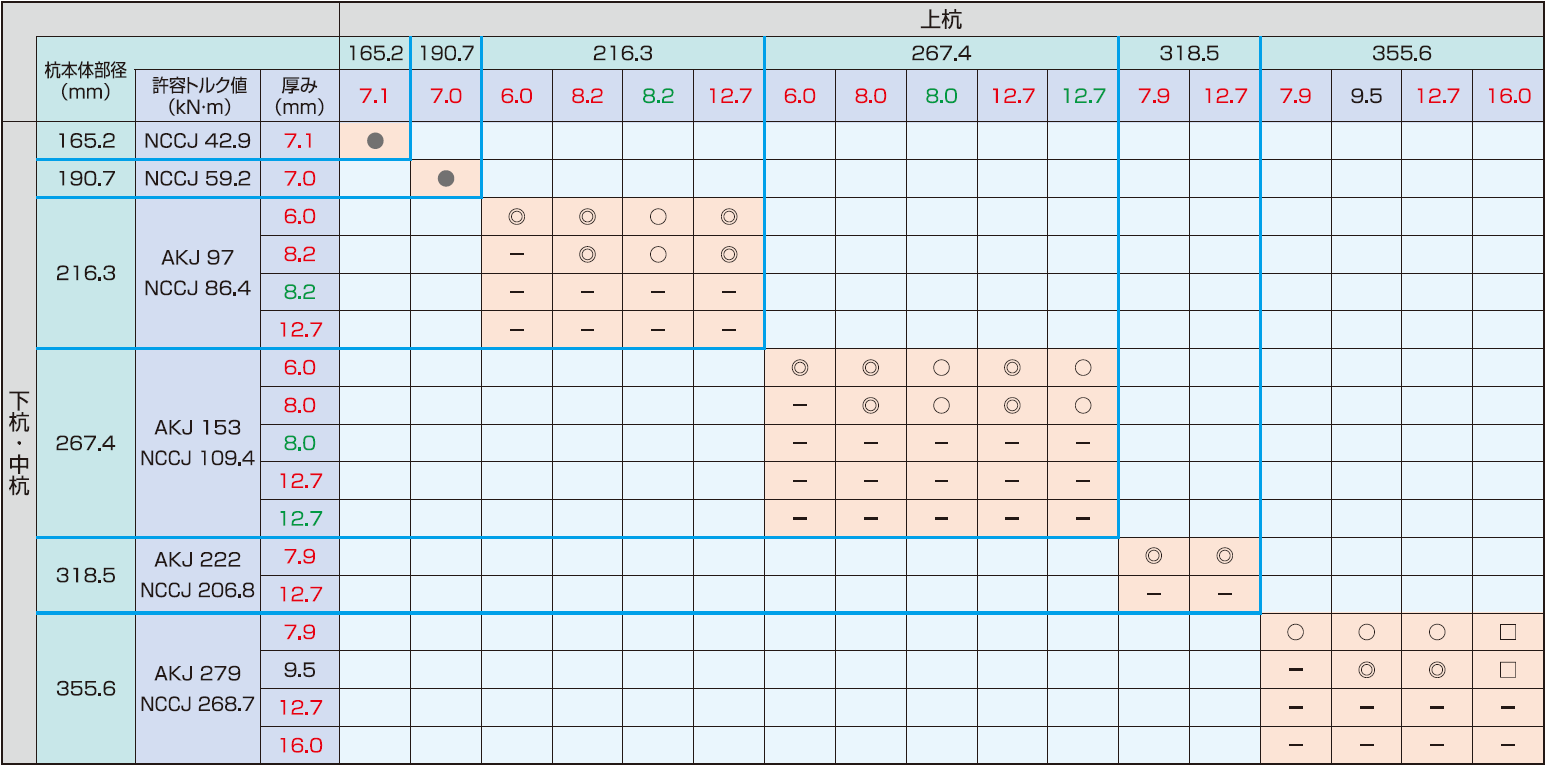
◎:AKジョイント/NCCジョイント共通
〇:AKジョイントのみ
●:NCCジョイントのみ
□:製造時に特殊な加工を行うため、納期が長くなる可能性があります。(旭化成建材にお問い合わせください。)
黒字:STK400材
赤字:STK490材
緑字:SEAH590材
注意:AKジョイントやNCCジョイントを利用した杭に引抜き支持力を期待する場合には、AKジョイント部やNCCジョイント部における引張り曲げの検討が必要となります。
詳しくは当社営業担当者にご相談ください。
溶接
溶接継手の場合、ATTコラム工法認定書の施工指針により、 日本溶接協会規格WES7601「基礎杭打設時における溶接作業標準」に準拠して溶接します。開先部は、ワイヤーブラシ等で不純物を十分に除去し、また、継手の重ね合わせは、裏当て金具を介して密着具合を確認して溶接します。

1.継手の溶接は原則として、アーク溶接とする。
2.溶接工は、JIS Z 3841、またはWES8106に定められた試験に合格した者とし、継続して杭の溶接作業に従事している者とする。
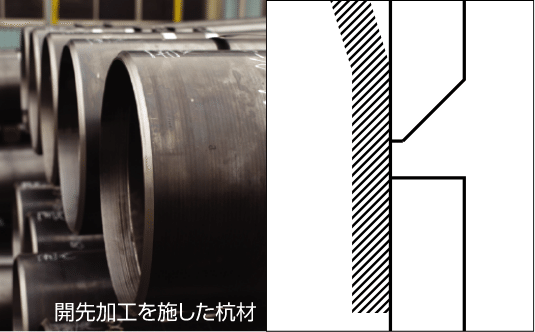
■ 開先について
厚6mm以上の鋼管については、鋼管端部を片側のみ開先加工を施します。
