施工手順


 事前ご確認事項
事前ご確認事項
共通事項
- リングは曲がりや変形に注意し、平坦な台上に整理整頓して保管してください。
- 溶接作業は、鉄骨製作管理技術者2級またはWES2級の資格をお持ちの技術者による管理としてください。
-
 溶接ワイヤはJIS Z 3312(軟鋼,高張力鋼及び低温用鋼用のマグ溶接及びミグ溶接ソリッドワイヤ)または
溶接ワイヤはJIS Z 3312(軟鋼,高張力鋼及び低温用鋼用のマグ溶接及びミグ溶接ソリッドワイヤ)または
JIS Z 3313(軟鋼,高張力鋼及び低温用鋼用 アーク溶接フラックス入りワイヤ)の規格を満足し、BRリング・FRリングの基準強度(325N/mm2)を満足する材料としてください。 - 溶接ワイヤの径は、1.2mm、あるいは1.4mmとしてください。
- 溶接法はガスシールドアーク溶接法としてください。
- 予熱は、梁ウェブの材質により各指針に準拠して行ってください。
- 気温-5℃以下の場合は溶接を行わないでください。
施工時の確認事項
共通事項
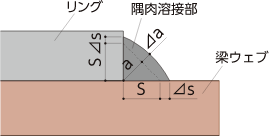
- 溶接姿勢は梁ウェブ面を上に向けた水平隅肉溶接としてください。
- 溶接箇所は溶接に先立ち、水分、ごみ、さび、油、塗料など溶接に支障のあるものを除去してください。
- リングと梁ウェブとの隙間(肌すき)は、2mm以下としてください。
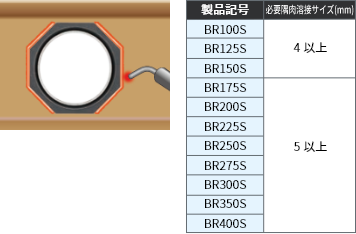
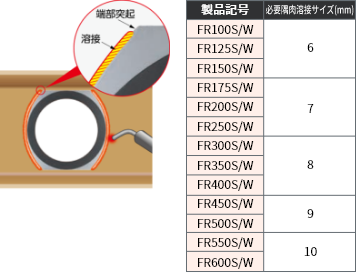
- 各リングに定められた必要隅肉溶接サイズ(S)以上の溶接を行ってください。必要隅肉溶接サイズの許容差(⊿S)および余盛高さの許容差(⊿a)は0≦⊿s、0≦⊿aとしてください。
下孔加工時の確認事項
- 必ず事前に下孔径をご確認ください。
- 下孔径の許容差は±2mmです。
- リングと梁ウェブを密着させるため、下孔まわりのバリをグラインダーなどで取り除いてください。
- リングとの接触面やリング外周付近の梁ウェブの浮きさび、ペイント等を除去してください。
 の施工手順
BRリング(BR100S~BR400S)
の施工手順
BRリング(BR100S~BR400S)
1 梁ウェブの孔あけ
F・ウィングエイトの取付位置を確認し、梁ウェブに下孔をあける。
- 下孔径は表の寸法とし、許容差は±2mmとする。
- 下孔まわりのバリをグラインダー等で取り除き、BRリングとの接触面およびBRリング外周の隅肉溶接部の浮きさび、ペイント等を除去する。
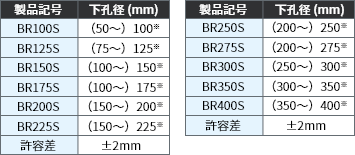 ※下孔径は、( )に記載の範囲で小さくすることが可能です。詳細はお問い合わせください。
※下孔径は、( )に記載の範囲で小さくすることが可能です。詳細はお問い合わせください。
2 位置決め
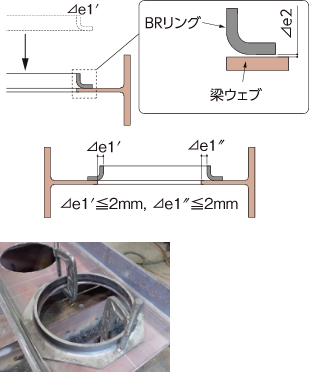
![]() BRリングの内周と貫通孔を合わせ、リング外周2辺が梁フランジと概ね平行になるように設置し、シャコ万力等を用いて梁ウェブに密着させる。
BRリングの内周と貫通孔を合わせ、リング外周2辺が梁フランジと概ね平行になるように設置し、シャコ万力等を用いて梁ウェブに密着させる。
BRリングと貫通孔のずれ(⊿e1′, ⊿e1″)の管理許容差は2mmとし、 BRリング外周面と梁ウェブとの隙間(肌すき⊿e2)の管理許容差は2mmとする。
3 組立て溶接
リング外周に組立て溶接を行う。
組立て溶接は等間隔に2~4ヶ所、1ヶ所の長さは40mm以上、1パスとし、ショートビードにならないように注意する。

4
本溶接
- 梁フランジに平行する2辺以外を隅肉溶接する。
- 各BRリングに定められた必要隅肉溶接サイズ以上の溶接を行う。溶接端部は、BRリングの外周頂点にかかるまで溶接する。
![]() BRリングの溶接部とH形鋼のフィレット等が重ならないように十分注意する。
BRリングの溶接部とH形鋼のフィレット等が重ならないように十分注意する。
5 検査
スラグ、スパッタを除去し清掃する。溶接部の検査は目視による外観検査とする。

 (片側補強)の施工手順
FRリング(FR100S~FR600S)
(片側補強)の施工手順
FRリング(FR100S~FR600S)
1 梁ウェブの孔あけ
F・ウィングゼットの取付位置を確認し、梁ウェブに下孔をあける。
- 下孔径は表の寸法とし、許容差は±2mmとする。
- 下孔まわりのバリをグラインダー等で取り除き、FRリングとの接触面およびFRリング外周の隅肉溶接部の浮きさび、ペイント等を除去する。
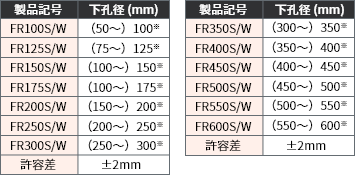 ※下孔径は、( )に記載の範囲で小さくすることが可能です。詳細はお問い合わせください。
※下孔径は、( )に記載の範囲で小さくすることが可能です。詳細はお問い合わせください。
2 位置決め
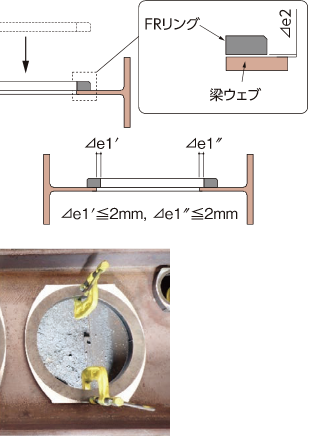
![]() FRリングの内周と貫通孔を合わせ、リング直線部2辺が梁フランジと概ね平行になるように設置し、シャコ万力等を用いて梁ウェブに密着させる。
FRリングの内周と貫通孔を合わせ、リング直線部2辺が梁フランジと概ね平行になるように設置し、シャコ万力等を用いて梁ウェブに密着させる。
FRリングと貫通孔のずれ(⊿e1′, ⊿e1″)の管理許容差は2mmとし、 FRリング外周面と梁ウェブとの隙間(肌すき⊿e2)の管理許容差は2mmとする。
3 組立て溶接
リング外周に組立て溶接を行う。
組立て溶接は等間隔に2~4ヶ所、1ヶ所の長さは40mm以上、1パスとし、ショートビードにならないように注意する。
 F・ウィングゼット
F・ウィングゼット
4
本溶接
- 梁フランジに平行する2辺以外を隅肉溶接する。
- 各FRリングに定められた必要隅肉溶接サイズ以上の溶接を行う。溶接端部は、FRリングの端部突起に到達するまで溶接する。
![]() FRリングの溶接部とH形鋼のフィレット等が重ならないように十分注意する。
FRリングの溶接部とH形鋼のフィレット等が重ならないように十分注意する。
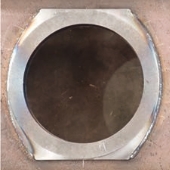
5 検査
スラグ、スパッタを除去し清掃する。溶接部の検査は目視による外観検査とする。
 F・ウィングゼット
F・ウィングゼット
(両側補強)の施工手順
FRリング(FR100W~FR600W)
1~5の工程を行い表側のリング溶接が終了したら、裏側にリングを取り付けるために梁を反転させる。
裏側にて2からの工程を繰り返す。

